Wolframová elektroda – Svařování metodou TIG
Wolframové neodtavující se elektrody jsou nedílnou součástí svařování metodou TIG. Jelikož tato metoda je velmi rozšířená a oblíbená, zejména díky svým hlavním přednostem jako jsou kvalita svaru, univerzalita svařování, estetika výsledných svarů, tak se také za tím skrývá množství teorie, vzhledem k požadavkům pro svar a výslednou kvalitu ve výrobě. Tento článek se věnuje problematice výběru vhodné wolframové elektrody a informuje o dalších možnostech použití.

Označování elektrod
Elektrody se zpravidla označují kódem a barvou. Kód se skládá z písmene W (z prvku wolfram) + zkratky legujícího prvku (nejčastěji L – lantan, T – thorium, Z – zirkon, C – cerium, aj.) + číslice, která informuje o 10násobku středního rozsahu koncentrace daného prvku.
Příklad: ZLATÁ WL 15 = zlatá barva, wolfram-lantan obsah lanthanu 1,3-1,7%
Tabulka wolframových elektrod používaných při metodě TIG WP elektrody:
WP elektrody:
Nacházejí uplatnění při svařování hliníkových slitin a také slitin hořčíku. Jako jediné, jsou vyhotoveny z čistého wolframu 99,8%. Udržují stabilní oblouk, poskytují jednoduché zapálení a jsou oblíbenou volbou v technické praxi.
*Náš tip!
Wolframová elektroda zelená WP na TIG
WT elektrody:
Poskytují jednoduché zapalování a dobrou stabilitu oblouku, vysokou odolnost vůči zamoření svařovací lázně, zvládají vyšší proudové zatížení. Jsou málo radioaktivní, zdravotní riziko je minimální.
*Náš tip!
Wolframová elektroda červená WT 20 na TIG
WC elektrody:
Mají podobnou výkonnost jako WT, jednoduché zapalování, dobrou stabilitu oblouku, dlouhou životnost, dobrou proudovou zatížitelnost. Nejsou však radioaktivní a méně zatěžují životní prostředí.
Jsou vhodné pro svařování v nižším a středním rozsahu proudu a to pro svařování nelegované a legované oceli, slitin hliníku, titanu, niklu, slitin mědi, hořčíkových slitin aj. Patří mezi často používané elektrody díky své univerzálnosti.
*Náš tip!
Wolframová elektroda šedá WC 20 na TIG
WL elektrody:
Poskytují jednoduché zapalování, stabilní oblouk, vysokou životnost, mají podobnou výkonnost jako WT, ale nejsou radioaktivní.
Jsou vhodné i pro robotické a orbitální svařování, ideální pro použití v rozsahu nízkého proudu, lze je však použít i při vyšších proudech.
*Náš tip!
Wolframová elektroda zlatá WL 15 na TIG
Wolframová elektroda modrá WL 20 na TIG
WZ elektrody:
Poskytují velmi dobré zapalování oblouku, vysoce stabilní oblouk, vysokou odolnost vůči nečistotám a rozstřiku. Jsou určeny pro vysoce kvalitní svary s minimální kontaminací wolframem, bez problémů zvládají vysoké proudy. Univerzální elektroda pro svařování různých hliníkových a hořčíkových slitin.
WE elektrody:
WE elektrody se doporučují jako náhrada za WT20, nejsou však radioaktivní. Poskytují výborné zapalování, mají zvýšenou proudovou zatížitelnost, delší životnost. Jsou vhodné také pro automatizované svařování a pro všechny aplikace v celém rozsahu svařování stejnosměrným a střídavým proudem pro nelegované a vysokolegované oceli, hliník, titan, nikl, měď a slitiny hořčíku.
Jsou univerzální a velmi oblíbené. Po jednoduchém přebroušení můžete přejít ze svařování hliníkové slitiny ke svařování oceli, nerezu nebo titanu a vaše svary nebudou omezovány výběrem správné barvy elektrody!
*Náš tip!
Wolframová elektroda fialová E3 na TIG
WS elektrody:
Mají vynikající zapálení oblouku, vysokou teplotní odolnost, vysokou životnost, nejsou škodlivé.
Obsahují příměsi vzácných kovů a jejich oxidů jako jsou skandium, ytrium, lanthan, cer.atd. Jsou vhodné pro svařování nelegované, vysokolegované oceli a nerezavějící oceli (DC), lehké slitiny slitin hliníku, hořčíku, mědi, titanu a další.
Multi-strike elektrody:
jsou vhodné pro všechny aplikace v celém rozsahu svařovánístejnosměrným a střídavým proudem, pro svařování hliníku (AC), běžných uhlíkových nelegovaných a nerezových ocelí (DC), což z nich činí velmi univerzální elektrody.
Broušení wolframových elektrod:
Broušení elektrody je velmi známou součástí metody TIG. Jelikož tato metoda vyhotovuje velmi kvalitní a estetické svary, nedokonalosti se mohou rovněž projevit i při nesprávně nabroušené wolframové elektrodě. Jak a čím mám brousit elektrodu?
 Správné broušení elektrody probíhá podélně proti směru brusného kotouče! Při příčném broušení dochází k vybroušení rýh, které vedou k omezení svařovacího proudu, nestabilitě oblouku, případnému vtroušení částic wolframu do svarové koupele.
Správné broušení elektrody probíhá podélně proti směru brusného kotouče! Při příčném broušení dochází k vybroušení rýh, které vedou k omezení svařovacího proudu, nestabilitě oblouku, případnému vtroušení částic wolframu do svarové koupele.
Brousit můžeme několika způsoby:
*Náš tip!
Diamantový brusný kotouč 110 mm zrnitost D151 Kaindl
Bruska wolframovych elektrod KOWAX
Úhel broušení elektrody: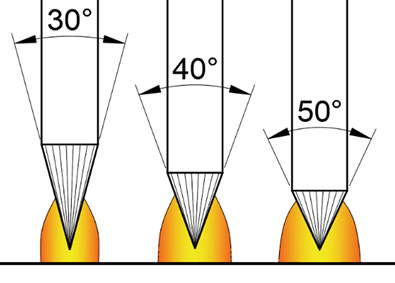
Úhel určuje šířku oblouku, a také průvar svařovaného materiálu.
Čím je úhel menší, tím je oblouk užší a průvar hlubší.
Čím je úhel větší, tím je oblouk širší a průvar mělčí.
Použití průměru elektrody v závislosti na rozsahu proudu:
| Ø [mm] | DC [A] | AC [A] |
| 1,0 | ≥70 | ≥30 |
| 1,6 | 40-130 | 30-80 |
| 2,0 | 80-180 | 60-120 |
| 2,4 | 120-240 | 80-150 |
| 3,2 | 150-300 | 120-200 |
| 4,0 | 250-450 | 170-250 |
*rozsah a hodnota proudu se může lišit v závislosti obsahu
wolframu resp. obsahu přísad oxidu v elektrodě
Věříme, že Vás tento článek informoval o wolframových elektrodách a rozšířil Vaše obzory o jejich použití, broušení a možnostech použití. Máte-li nějaké pochybnosti, neváhejte nás kontaktovat na t.č. +421 948 072 919 nebo na info@svarsi.cz, rádi Vám poradíme!
S pozdravem Tým Svarsi.cz!